





印刷刮刀不同情况下的选型注意事项
来源:华益标签印刷 发布时间:2022-09-11 21:04nbsp; 点击量:
TAG: 印刷机刮刀,印刷机刮刀工作原理,印刷刮刀怎么选择,印刷刮刀如何选择,印刷机刮刀如何选择
印刷操作人员最怕遇到的梦魇,是当全新的网纹辊上机第一次使用,不久印刷品上就出现印刷方向连续的线,然后在网纹辊上相应的位置出现凹槽,这就是所谓的刀线。尽管千万小心,刀线很难避免。通常以为刀线是刮刀造成的,但不完全对。我们完全可以反驳这是网纹辊旋转造成的,如果网纹辊不旋转,可能产生刀线吗?我们先来探讨其他与刮刀相关的印刷议题,诸如UV墨飞墨、刮刀寿命、刮墨效果及背刮等,再回头来谈刀线问题。
首先我们要正视一个课题,由于行业竞争越发激烈,降低整体运行成本及提高效率变得更加重要。选用错误的刮刀将导致因频繁停机及更换刮刀造成的生产效率降低及成本居高不下。
应使用尽可能小的压力刮墨,网纹辊上应呈现均匀、淡薄的墨层
1.UV墨飞墨
UV墨飞墨成因是刮刀刮除UV墨时未能控制好油墨的移动,最终飞溅到印刷材料上去的故障。通常在材料上出现线条或不规则形状的墨迹,可能只有少许,也可能是整滩。
那么飞墨的成因为何?我们可从几方面探讨:
-UV墨的粘度远比水墨高,通常至少高出5倍以上。
-UV墨的粘度远比水墨高,通常至少高出5倍以上。
| 高粘度油墨对刮刀产生的压力较大,如果刮刀选型有误或者安装不良,可能导致刮刀的摆动甚至变形,油墨就会从缝隙中通过。。 |
-UV墨的“触变性”特性
(1)触变性是指液体或胶体受到挤压或搅拌时粘度会降低的现象。UV墨刮墨时当油墨与刮刀接触就会产生这种挤压的力量
(2)油墨通过刮刀时,粘度会突然下降,但随着挤压力量的减小,粘度又再度提高,会让部分油墨飞溅出去或堆积在刮刀的背面
(3)在刮刀背面堆积的油墨堆积到一定程度就会流下刮刀并转移到材料上去
UV墨飞墨现象
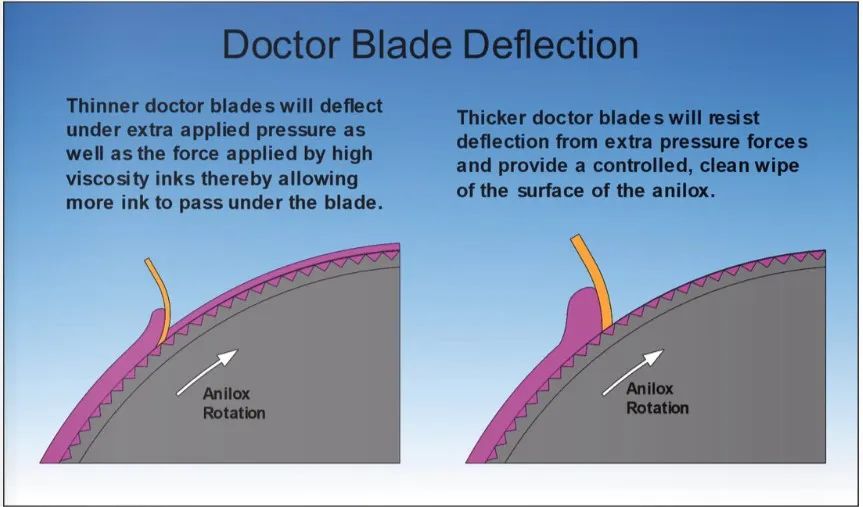
对于飞墨现象,刮刀的众多方面包括材质、刀口、厚度、刮墨角度、压力及对齐都会有影响,我们接着详细讨论。
多数的塑料及一般高碳钢刮刀将比带涂布的特殊钢刮刀更容易发生飞墨现象,因为它们更容易磨损,这些刮刀与网纹辊的接触面容易弯曲变形,将会增加油墨的通过量。斜刀口刮刀通常较薄刀口刮刀不容易发生飞墨,斜刀口中15度的刀口最合适。薄刀口刮刀的特性较难对付高粘度的油墨,刮刀受力的能力也较差,相比下,15度斜刀口刮刀的刀刃承受能力较强,所以受力摆动或变形的可能较小。
针对刮刀厚度的一般指引是在适足的刮墨效果下,选用尽量薄的刮刀。使用UV墨时,必须选用较厚的刮刀才能经受高粘度油墨造成的升力,一般建议使用0.25或0.3毫米厚度的刮刀。尽管如此,刀刃的厚度还是要薄一些才能确保刮墨效果,建议在0.05到0.075毫米之间。15度斜刀口及长薄刀口的刮刀都能符合。
一般柔印刮刀的接触角度多在25度到42度之间,理想的数值是30度。针对UV墨的测试证实30度以上的接触角度能减少飞墨的发生。较陡峭的刮墨角度有助刮刀清除网纹辊表面的油墨;30度以下的接触角度容易让网纹辊表面留下残墨,进而产生飞墨。过大的刮墨压力会降低刮墨的角度,最极端的情况会造成刀刃翘起,则更多的油墨将会通过刮刀下面。对使用封闭墨腔及多数反向单刮刀的情况,刮刀的角度都被设备限制住的。
如果分析下来刮墨角度太小时,只能按减小刮墨压力来改善。刮墨时应该在确保适足的刮墨效果下使用尽量小的刮墨压力,可以在网纹辊表面看到明显且均匀的墨层。如果你无法减轻刮墨压力,观察一下是什么原因造成的,通常可能是封墨不当、供墨量过大、墨腔或刮刀架的调整机构需要维护。
如果分析下来刮墨角度太小时,只能按减小刮墨压力来改善。刮墨时应该在确保适足的刮墨效果下使用尽量小的刮墨压力,可以在网纹辊表面看到明显且均匀的墨层。如果你无法减轻刮墨压力,观察一下是什么原因造成的,通常可能是封墨不当、供墨量过大、墨腔或刮刀架的调整机构需要维护。
使用封闭墨腔时,刮刀与网纹辊的平行度对取得合适的刮墨压力及角度很重要,刮刀及封刀都要均匀地贴合网纹辊的表面。如果平行度不佳,必须施加更多的压力才能刮墨干净,这又会导致刮墨角度太小进而增加飞墨的机会。
2.刮刀寿命
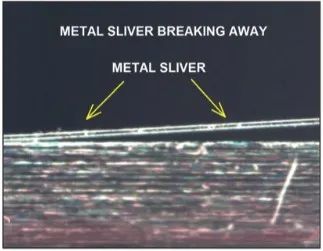
刀刃因刮墨角度太小或太大的刮墨压力而脱离刀身
3.刮墨效果
2.刮刀寿命
目前为止,高碳钢仍是最为广泛使用的刮刀材质,也是短单及非高摩擦应用下的经济方案。但如果是长线活或使用高摩擦油墨时,会因为更多的停机时间迫使我们做出不同的选择。理想情况下我们希望刮刀可以坚持完整个订单的印刷,并且没有因刮刀产生的不良发生。耐磨钢材及塑料有助达成这样的目标,在钢材上施加涂布也能够延长寿命。
某些油墨的摩擦系数较大,例如白墨、金属墨及珠光墨,更容易造成刮刀的磨损。如果只有一个色组使用这类高摩擦油墨,其他则是正常油墨,可以针对高摩擦油墨使用长效的刮刀,其他色组则使用一般的刮刀。这样既可以减少停机的机会,又能控制好刮刀的成本。
我们经常听到刮刀的“磨损”是频繁更换刮刀的原因,但当我们检查换下来的刮刀,却发现很多只有轻微的磨损,有的甚至是完全没有磨损,势必有其他原因造成刮刀必须更换的假象。其实造成刮墨效果不佳的原因有很多,不该每次都归咎刮刀。有时其实是刮刀的选型不合适;有时只要调整一下就能大幅改善。有经验的刮刀供应商会把汰换下来的刮刀作为重要的工具,分析刮刀寿命不理想的原因。
刀刃因刮墨角度太小或太大的刮墨压力而脱离刀身
3.刮墨效果
理想状况下刮刀会将网纹辊表面的油墨刮除干净,只有墨穴里的油墨会转移到印版上。如果刮刀没有移除所有的油墨,就有可能也会转移到印版上,最终造成网点异常扩大、过高的密度或涂布量。整体来说,不佳的刮墨效果会增加印刷不良、油墨消耗及停机时间。
刮刀的宽度必须匹配设备的设计,否则会造成刮墨角度的异常,也会破坏刮墨的效果:
(1)较宽的刮刀通常会让刮墨角度变小
(2)较窄的刮刀通常会让刮墨角度变得陡峭
(3)上述两种情况对刮墨效果都会有不良的影响
(4)太薄的刮刀很容易翘起变形导致刮墨不良
(5)印刷速度越快、越浓稠的油墨及高摩擦的条件都必须使用更厚的刮刀
以往0.1毫米厚度的刮刀是最常见的,0.15及0.2毫米的刮刀则用在要求更高的场合。如今0.1毫米的刮刀很少见了,取而代之的是0.2毫米的最普遍,0.25及0.3毫米的则用于高端应用。
此外,刀口形式也对刮墨效果有很大的影响。现在市场常见的刀口种类有圆刀口、斜刀口及薄刀口。圆刀口一般用在低线数网纹辊及涂布的应用,斜刀口及薄刀口则适用较高线数的网纹辊及高清印刷。
刮刀的调试也对刮墨的效果至关重要,若使用斜刀口或薄刀口,切记刀口应该是背向网纹辊的,这个概念经常会搞错。其他可能导致刮墨效果不佳的调试问题包括刮墨压力过大、刮刀安装不平行、刮刀架脏污或损坏及不恰当的刮刀长度。
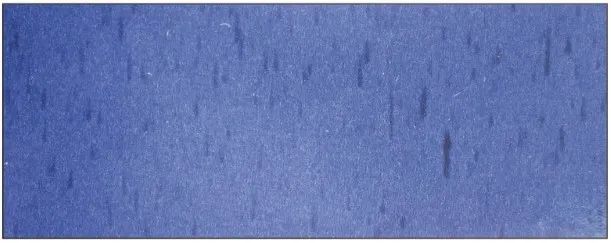
4背刮
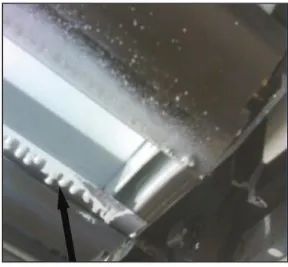
背刮造成的油墨堆积凝结
4背刮
封闭墨腔在很多窄幅机及大多数宽幅柔印机上使用,封闭腔的设计是将油墨流动限制在网纹辊、两侧的挡墨块及两支刮刀之间。其中一支刮刀负责刮除网纹辊表面的油墨,另一支则作为封刀负责将墨留在封闭腔内。封刀的作用并不是将网纹辊表面的油墨刮除干净,事实上留下微薄的墨层更好!
当墨腔漏墨时,通常是从挡墨块漏出或在封刀的背面凝结,这就是常见的背刮。油墨在封刀上凝结一定数量后,会从封刀上滴落。如果封刀处于下方的,油墨可能凝结成瀑布的形状;封刀若是在上方,背刮则会造成油墨在封刀上面堆积,最终从墨腔两端流下。
背刮造成的油墨堆积凝结
即使刮刀有良好的刮墨效果,网穴里没有转移到印版上的油墨可能会从网穴里流出,然后被封刀挡在墨腔外面。要改善背刮现象,首先确认刮刀的刮墨效果良好,网纹辊表面应该有淡淡的墨层。如果网纹辊表面很光洁,那是表面油墨没有刮除干净。此时略加刮墨压力,如果网纹辊表面的情况没有改变,那可能就是选用的刮刀不合适。
关于封刀有以下建议:
(1)若刮刀及封刀都使用金属刮刀,封刀要用更薄一点的刮刀。例如刮刀使用0.2毫米厚度的,封刀可以用0.15毫米。
(2)使用塑料刮刀做封刀,塑料刮刀的韧性不如金属刮刀,因此网纹辊表面的油墨更容易流回墨腔,而不是被挡在外面。
无论是用金属或塑料刮刀做封刀,不需要使用斜刀口或薄刀口,选用圆刀口或直刀口的就好。我建议使用0.35或0.5毫米厚的PP塑料刮刀做封刀,并且宽度较刮刀宽1.5到3毫米,这多出来的宽度会迫使封刀有更小的刮墨角度并让油墨更容易流回墨腔里去。
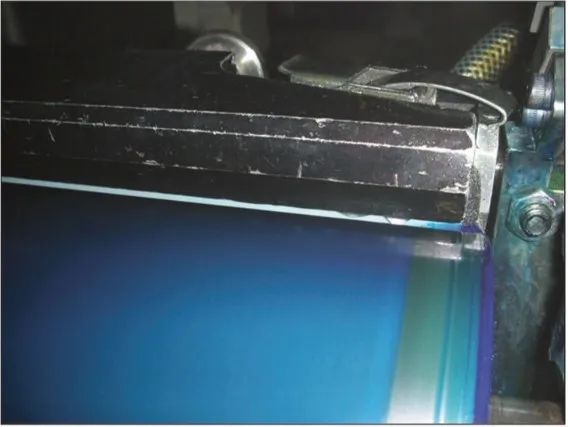
5.刀线
5.刀线
导致刀线的真正原因是卡在网纹辊跟刮刀之间的异物,并且这些异物还有足够的硬度,足以在网纹辊表面刮出沟槽来。最常见的异物有网纹辊辊面边缘崩落的陶瓷碎屑、刮刀上崩落的金属碎屑及其他掉进油墨管道里的杂质,例如沙粒。
使用塑料刮刀可以改善刀线情况,但塑料刮刀也无法杜绝刀线因为碎屑依然会卡在刮刀跟网纹辊之间。实际上有些硬度较低的塑料刮刀反而更容易形成刀线,因为碎屑可能直接嵌入刮刀中,反而没有机会随着油墨流走。
劣质的金属刮刀更容易产生碎屑或分离的刀刃导致刀线,高质量的钢材磨损产生的碎屑颗粒较小,并且在合适的使用条件下,不容易出现刀刃分离的情况。正确的调试很关键,如果刮墨压力太大,刮墨角度可能会太小,就容易产生碎屑造成刀线。因此建议使用高质量钢材生产的刮刀,细小的碎屑很容易随着油墨流走,就不容易产生刀线。
此外,建议使用磁性过滤器来滤除油墨中的金属杂质。窄幅机虽然没有油墨循环系统,但也可以使用磁铁清除墨槽或旧墨里的金属碎屑,也能有效避免刀线的发生。
印刷机刮刀,印刷机刮刀工作原理,印刷刮刀怎么选择,印刷刮刀如何选择,印刷机刮刀如何选择
推荐产品 MORE+








推荐新闻 MORE+
耐高温不干胶标签有哪些材质
2024-04-25双面胶标签的用途
2024-04-25不干胶标签有哪些类型
2024-04-25不干胶标签怎么使用
2024-04-25不干胶标签的用介绍
2024-04-23哑光不干胶标签在制作过程中需要注意哪
2024-04-23哑光不干胶标签的材质有哪些呢
2024-04-23如何判断不干胶标签是否过期
2024-04-23不干胶标签印刷设备需要哪些
2024-04-23不干胶标签的保存时间是多久
2024-04-23
